裂解汽油加氢装置工艺_裂解汽油加氢和芳烃抽提
1.催化加氢是在氢气存在下对石油馏分进行催化加工过程的通称,这种说法是否正确?
2.汽油如何提炼
3.汽油也是石油中提炼出来的吗,怎么炼出来的?
4.常减压蒸馏,催化裂化,催化重整和加氢裂化生产的汽油在组成和使用性能有什么差别?从工艺特点如何分析?
1、催化重整:在有催化剂作用的条件下,对汽油馏分中的烃类分子结构进行重新排列成新的分子结构的过程叫催化重整。 石油炼制过程之一,加热、氢压和催化剂存在的条件下,使原油蒸馏所得的轻汽油馏分(或石脑油)转变成富含芳烃的高辛烷值汽油(重整汽油),并副产液化石油气和氢气的过程。重整汽油可直接用作汽油的调合组分,也可经芳烃抽提制取苯、甲苯和二甲苯。副产的氢气是石油炼厂加氢装置(如加氢精制、加氢裂化)用氢的重要来源。
2、工艺流程:主要包括原料预处理和重整两个工序,在以生产芳烃为目的时,还包括芳烃抽提和精馏装置。
应答时间:2021-04-09,最新业务变化请以平安银行公布为准。
[平安银行我知道]想要知道更多?快来看“平安银行我知道”吧~
s://b.pingan.cn/paim/iknow/index.html
催化加氢是在氢气存在下对石油馏分进行催化加工过程的通称,这种说法是否正确?
世界上著名的乙烯专利技术公司中,Lummus公司的分离流程是顺序分离;Linde公司的分离流程是前脱乙烷前加氢分离;德西尼布集团的TPL公司是用渐近分离流程;S&W公司、KB公司和国内ST技术都是前脱丙烷前加氢分离流程。
1、LUMMUS公司
Lummus公司的乙烯生产技术在乙烯工业中占有重要的地位,它的烯烃装置设计经验很长已有50多年。目前,在世界上共有近200套乙烯装置用Lummus公司的生产技术,总的生产能力超过4000万t,大约占世界上乙烯总生产能力的30%。
在我国,20世纪70年代初期和后期引进的燕山、扬子、齐鲁和上海四套30万t/a乙烯装置,90年代初开车的盘锦和抚顺乙烯装置,90年代中期开车的新疆、天津、中原中型乙烯装置。
2000年前后对燕山、扬子、齐鲁乙烯装置的两轮改扩建,2010年左右赛科、福建合资项目和天津、镇海两套百万吨级大乙烯,卫星石化规划的250万吨乙烷裂解项目均用Lummus公司技术。
其流程主要特点如下:
(1)用SRT系列裂解炉,热效率高,对原料适应性强,既适用于轻质原料,也适用于重质原料,乙烯收率高。
(2)急冷区设有盘油循环和减粘系统,能有效降低汽油分馏塔塔釜急冷油的粘度,提高釜温。
(3)分离流程用顺序分离,低压脱甲烷。
(4)用二元和三元混合制冷技术,三元制冷可减少设备数量和投资。
(5)用催化精馏新技术对丙炔/丙二烯加氢。
(6)低压丙烯精馏塔和丙烯机形成热泵。
2、S&W公司
S&W公司是著名的乙烯专利商之一,在世界范围内有130多套乙烯装置用了S&W技术,其生产能力占世界上乙烯总生产能力的30%。自1990年以来,世界上新增生产能力的40%用了S&W技术。
在加拿大Novachem,S&W公司建造了生产能力最大的以乙烷为原料的乙烯装置(127万t/a)。在我国大庆、茂名1#和广州乙烯,扬巴和中海壳牌两套合资乙烯。
广州乙烯改造和上海2#乙烯的第二轮改造,以及中石油抚顺和四川两套大乙烯,Sasol美国150万吨乙烷裂解制乙烯工厂、美国CPchem150万吨乙烯厂,沙特拉比格120万吨乙烷裂解制乙烯工厂等都用S&W的技术。
其流程主要特点如下:
(1)USC(超选择性)裂解炉:高热效率93%~94%;既适用于轻质原料,又适用于重质原料;高烯烃收率;炉管寿命长。
(2)SLE(选择线性换热器)急冷锅炉:最小体积;短停留时间;非常低的结焦,不需离线清焦。
(3)用乙烷炉裂解气汽提调节急冷油粘度,解决了急冷油粘度控制的难题。
(4)HRS(热集成精馏系统):热集成与组分精馏组合;用热泵技术以降低能耗;降低了冷剂的耗量;用双塔前脱丙烷前加氢和双塔高压脱甲烷;投资降低,增强了与其它流程的竞争力。
3、KBR公司
KBR是Kellogg和B&R合并组成的。原Kellogg公司乙烯技术的特点是用毫秒裂解炉和顺序分离流程;B&R的分离技术是对气体裂解原料用前脱乙烷前加氢技术,对液体裂解原料用前脱丙烷前加氢技术。
在大庆第一轮乙烯改扩建中增加的18万t/a新线,即用了原B&R公司提供的前脱丙烷前加氢流程,目前操作状态良好。
KBR公司成立以后,把Kellogg、B&R和EXXON三家的技术揉合在一起,形成一个新的“SCORE”技术。兰州第二轮乙烯改造中所并联的45万t/a乙烯新线,使用的是这一技术。
近年,BP与Ineos在美国Chocolate Bayou的合资烯烃厂用5台SCORE20万吨乙烷/丙烷/石脑油复合裂解炉,Sabic公司Kayan项目用9台SCORE裂解炉。
KBR乙烯技术的特点如下:
(1)裂解技术:原料适应性广,可用乙烷-VGO等各种原料;单程炉管,停留时间短,收率高;可以分区裂解不同原料;可以在线清焦,延长运转在线率。
(2)急冷油系统有粘度控制措施。
(3)分离技术:前脱乙烷前加氢流程(气体原料);前脱丙烷前加氢流程(液体原料);脱乙烷塔可以生产30%产量的乙烯;乙烯塔和乙烯机组成热泵系统;丙烯塔和丙烯机组成热泵。
4、Linde公司
Linde公司是著名的乙烯工业公司,在深冷和空气分离方面有特长。
在乙烯生产技术方面:世界上第一套用深冷分离法生产乙烯的工厂是Linde公司于1931年建成的;第一套大型的生产乙烯的工厂是Linde公司用热裂解、裂解气净化及低温气体分离等技术在1965年建成的。
目前,Linde公司在世界范围内建有300多台裂解炉,15个国家的30余套大型生产乙烯的工厂用Linde公司的技术,约占世界现有装置总生产能力的20%。
在我国Linde公司于年在上海石化建造了一台4万t/a的裂解炉。1996年9月建成投产的吉化30万t/a乙烯装置及其后来的70万t/a改扩建,还有最近完工的新山子100万t/a乙烯,沙特SEPC公司100万吨乙烷裂解工厂,阿联酋Ruwais二期乙烷裂解工厂等用的都是Linde公司的技术。
其流程主要特点如下:
(1)裂解炉特点:在裂解炉设计方面具有独到之处;适用于以柴油、加氢尾油为原料的重质裂解料;二次注汽技术;辐射段可以是单炉膛或双炉膛。
(2)分离流程特点:前脱乙烷;碳二加氢用前加氢,等温反应器;乙烯精馏塔用热泵系统;可用溶剂吸收法回收乙炔。
5、TPL/KTI公司
TPL/KTI公司报价技术为TOPKIN技术,TOPKIN技术由荷兰KTI公司的GK型裂解炉及德西尼布集团的TPL渐进分离技术所组成。
两个公司于11年成立,从联合至今已设计了共16套乙烯装置,总能力达500多万t/a,而改扩建装置则达到15套。其设计60万t/a的乙烯装置达11套,有着丰富的总承包经验。
我国的辽阳及北京东方乙烯装置即用德西尼布集团的技术,东方乙烯由TPL设计,用KTIGK-V型裂解炉,简化的渐近分离技术。
KTI公司在裂解炉设计方面有着自己的特点,其裂解炉为GK型,具有世界上唯一商业化的产率预测软件SPYRO。KTI公司利用SPYRO软件及自己的经验开发并设计出先进的GK-V型裂解炉。
GK-V型裂解炉为两程炉管,第一程具有较大比表面积,第二程有较大的流通面积有利于降低烃分压。这样可以提高升温段管壁的热强度,减少反应物的停留时间,降低烃的分压,提高烯烃的收率。
TPL公司的渐进分离技术是以最小的能耗达到分离的目标。基本原则是对相邻组分实行不完全分离,而对相差较远的组分实行完全分离,为实现理想分离顺序而用多步分离的方法。渐近分离流程为实现降低压缩及制冷的功率,并结合其流程的特点,而用中压双塔脱甲烷。
汽油如何提炼
关于催化加氢是在氢气存在下对石油馏分进行催化加工过程的通称,这种说法是否正确?如下:
催化加氢是在氢气存在下对石油馏分进行加工过程的通称。催化加氢技术包括加氢处理和加氢裂化两类。目的:脱除油品中的硫、氮、氧杂原子及金属杂质,同时还使烯烃、二烯烃、芳烃和稠环芳烃选择加氢饱和,从而改善油品的使用性能。
催化加氢催化剂的分类
1、加氢精制催化剂。
加氢精制催化剂去除油品中的硫、氮的化合物,并使芳烃转变为环烷烃所用的催化剂。活性组分为钥、钻、钨、磷等金属的复合氧化物或硫化物。另外,还需要考虑原料药的种类和构成性质,目的产品质量和分布要求,加氢工艺过程,压力等级,氢油体积比,体积空速。
2、加氢裂化催化剂。
加氢裂化催化剂是石油炼制过程中,重油在360—450℃高温,15—18MPa高压下进行加氢裂化反应,转化成气体、汽油、喷气燃料、柴油等产品的加氢裂化过程使用的催化剂。
加氢裂化过程在石油炼制过程属于二次加工过程,加工原料为重质馏分油,也可以是常压渣油和减压渣油,加氢裂化过程的主要特点是生产灵活性大,产品的分布可由操作条件来控制,可以生产汽油、低凝固点的喷气燃料和柴油,也可以大量生产尾油用作裂解原料或生产润滑油。
拓展内容:
分馏:通过冷凝和加热,把石油分成不同沸点范围内的产物,这种方法叫石油的分馏。分馏产品:石油气、汽油、煤油、柴油、润滑油、重油。催化裂化:以石油分馏产品为原料在加热加压,催化剂作用下,把相对分子质量大,沸点高的烃断裂为相对分子质量较小,沸点较低的烃,这种方法叫石油的裂化。
目的:提高从石油中得到的汽油等轻质油的产量和质量,同时获得烯烃及芳香烃等化工原料。 催化重整:指原料油中的正构烷烃和环烷烃在催化剂存在下转化为异构烷烃和芳烃的过程。目的:提高汽油的辛烷值,同时生产出具有宝贵用途的芳烃。
汽油也是石油中提炼出来的吗,怎么炼出来的?
1.延迟焦化工艺流程:
本装置的原料为温度90℃的减压渣油,由罐区泵送入装置原料油缓冲罐,然后由原料泵输送至柴油原料油换热器,加热到135℃左右进入蜡油原料油换热器,加热至160℃左右进入焦化炉对流段,加热至305℃进入焦化分馏塔脱过热段,在此与来自焦炭塔顶的热油气接触换热。原料油与来自焦炭塔油气中被凝的循环油一起流入塔底,在380~390℃温度下,用辐射泵抽出打入焦化炉辐射段,快速升温至495~500℃,经四通阀进入焦碳塔底部。
循环油和减压渣油中蜡油以上馏分在焦碳塔内由于高温和长时间停留而发生裂解、缩合等一系列的焦化反应,反应的高温油气自塔顶流出进入分馏塔下部与原料油直接换热后,冷凝出循环油馏份;其余大量油气上升经五层分馏洗涤板,在控制蜡油集油箱下蒸发段温度的条件下,上升进入集油箱以上分馏段,进行分馏。从下往上分馏出蜡油、柴油、石脑油和富气。
分馏塔蜡油集油箱的蜡油在343℃温度下,自流至蜡油汽提塔,经过热蒸汽汽提后蜡油自蜡油泵抽出,去吸收稳定为稳定塔重沸器提供热源后降温至258℃左右,再为解吸塔重沸器提供热源后降温至242℃左右,进入蜡油原料油换热器与原料油换热,蜡油温度降至210℃,后分成三部分:一部分分两路作为蜡油回流返回分馏塔,一路作为下回流控制分馏塔蒸发段温度和循环比,一路作为上回流取中段热;一部分回焦化炉对流段入口以平衡大循环比条件下的对流段热负荷及对流出口温度;另一部分进水箱式蜡油冷却器降温至90℃,一路作为急冷油控制焦炭塔油气线温度,少量蜡油作为产品出装置。
柴油自分馏塔由柴油泵抽出,仅柴油原料油换热器、柴油富吸收油换热器后一部分返回分馏塔作柴油回流,另一部分去柴油空冷器冷却至55℃后,再去柴油水冷器冷却至40℃后分两路:一路出装置;另一路去吸收稳定单元的再吸收塔作吸收剂。由吸收稳定单元返回的富吸收油经柴油富吸收油换热器换热后也返回分馏塔。
分馏塔顶油气经分馏塔顶空冷器,分馏塔顶水冷器冷却到40℃,流入分馏塔顶气液分离罐,焦化石脑油由石脑油泵抽出送往吸收稳定单元。焦化富气经压缩机入口分液罐分液后,进入富气压缩机。
焦炭塔吹汽、冷焦产生的大量蒸汽及少量油气,进入接触冷却塔下部,塔顶部打入冷却后的重油,洗涤下来自焦炭塔顶大量油气中的中的重质油,进入接触冷却塔底泵抽出后经接触冷却塔底油及甩油水冷器冷却后送往接触冷却塔顶或送出装置。塔顶流出的大量水蒸气经接触冷却塔顶空冷器、接触冷却塔顶水冷器冷却到40℃进入接触冷却塔顶气液分离罐,分出的轻污油由污油泵送出装置,污水由污水泵送至焦池,不凝气排入火炬烧掉。甩油经甩油罐及甩油冷却器冷却后出装置。
2.吸收稳定工艺流程:
从焦化来的富气经富气压缩机升压至1.4Mpa,然后经焦化富气空冷器冷却,冷却后与来自解吸塔的轻组份一起进入富气水冷器,冷却到40℃后进入气液分离罐,分离出的富气进入吸收塔;从石脑油泵来的粗石脑油进入吸收塔上段作吸收剂。从稳定塔来的稳定石脑油打入塔顶部与塔底气体逆流接触,富气中的C3、C4组分大部分被吸收下来。吸收塔设中段回流,从吸收塔顶出来带少量吸收剂的贫气自压进入再吸收塔底部,再吸收塔顶打入来自吸收柴油水冷器的柴油,柴油自下而上的贫气逆流接触,以脱除气体中夹带的汽油组分。再吸收塔底的富吸收油返回分馏塔,塔顶气体为干气,干气自压进入焦化脱硫塔。
从富气分液罐抽出的凝缩油,经解析塔进料泵升压后进入解析塔进料换热器加热至75℃进入解析塔顶部,吸收塔底富吸收油经吸收塔底泵升压后进入富气分液罐,解析塔底重沸器由分馏来的蜡油提供热源。凝缩油经解析脱除所含有的轻组份,轻组份送至富气水冷器冷却后进入富气分液罐,再进入吸收塔。
解吸塔底油经稳定塔进料泵升压进入稳定塔,稳定塔底重沸器由分馏来的蜡油提供全塔热源,塔顶流出物经稳定塔顶水冷器冷至40℃后进入稳定塔顶回流罐,液化烃经稳定塔顶回流泵升压后一部分作为回流,另一部分至液化烃脱硫塔,稳定塔底的稳定汽油经解析塔进料换热器换热后再经稳定汽油冷却器冷却后,一部分经稳定汽油泵升压后进入吸收塔作为吸收剂,另一部分送至加氢装置进行加氢精制。
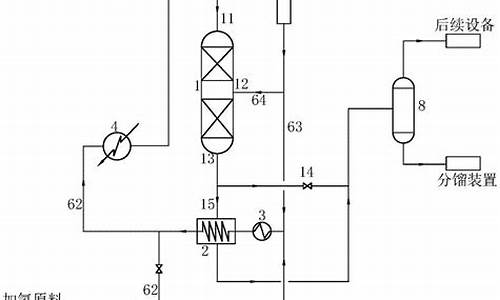
3.加氢工艺流程:
原料油自罐区来,经过滤后进入滤后原料缓冲罐,再由反应进料泵抽出升压后,先与氢气混合,再与加氢精制反应产物进行换热,然后经加热炉加热至要求温度,自上而下流经加氢精制反应器,在反应器中,原料油和氢气在催化剂作用下,进行加氢脱硫、脱氮、烯烃饱和等精制反应。
从加氢精制反应器中出来的反应产物与混氢原料及低分油换热后,再进入反应产物空冷器,冷却至60℃左右进入反应产物后冷器,冷至45℃左右进入高压分离器进行油、水、气三相分离。为了防止加氢反应生成的硫化氢和氨在低温下生成氨盐。堵塞空冷器。在空冷前注入洗涤水,高压分离器顶气体经循环氢压缩机升压后,与经压缩后的新氢混合,返回到反应系统。
从高压分离器中部出来的液体生成油减压后进到低压分离器,继续分离出残余的水、液相去分馏部分。
从高压分离器及低压分离器底部出来的含硫含氨污水经减压后送至污水汽提单元处理。
2、分馏系统
低分油经与反应产物及柴油产品换热后,经行生成油脱硫化氢塔。塔顶油汽经空冷器、水冷器冷凝冷却至40℃,进入塔顶回流罐,罐顶少量油汽至放火炬系统,罐底轻石脑油用塔顶回流泵抽出,一部分作为回流打入分馏塔顶部,一部分作为产品(乙烯料)送出装置。分馏塔底重沸炉提供热量,精制柴油、轻蜡油从塔底抽出后,经精制柴油泵升压与低分油换热后,再经精制柴油空冷器,后冷器冷却至45℃,作为产品出装置。
常减压蒸馏,催化裂化,催化重整和加氢裂化生产的汽油在组成和使用性能有什么差别?从工艺特点如何分析?
是的 汽油、柴油这些都是用石油(实际是原油)炼出来的,其主要原理 石油是由分子大小和化学结构不同的烃类和非烃类组成的复杂混合物,通过本章所讲述的预处理和原油蒸馏方法,可以根据其组分沸点的差异,从原油中提炼出直馏汽油、煤油、轻重柴油及各种润滑油馏分等,这就是原油的一次加工过程。然后将这些半成品中的一部分或大部分作为原料,进行原油二次加工,如以后章节要介绍的催化裂化、催化重整、加氢裂化等向后延伸的炼制过程,可提高石油产品的质量和轻质油收率。
一、原油的预处理
二 基本原理
原油中的盐大部分溶于所含水中,故脱盐脱水是同时进行的。为了脱除悬浮在原油中的盐粒,在原油中注入一定量的新鲜水(注入量一般为5%),充分混合,然后在破乳剂和高压电场的作用下,使微小水滴逐步聚集成较大水滴,借重力从油中沉降分离,达到脱盐脱水的目的,这通常称为电化学脱盐脱水过程。
原油乳化液通过高压电场时,在分散相水滴上形成感应电荷,带有正、负电荷的水滴在作定向位移时,相互碰撞而合成大水滴,加速沉降。水滴直径愈大,原油和水的相对密度差愈大,温度愈高,原油粘度愈小,沉降速度愈快。在这些因素中,水滴直径和油水相对密度差是关键,当水滴直径小到使其下降速度小于原油上升速度时,水滴就不能下沉,而随油上浮,达不到沉降分离的目的。
三 工艺过程
我国各炼厂大都用两级脱盐脱水流程。原油自油罐抽出后,先与淡水、破乳剂按比例混合,经加热到规定温度,送入一级脱盐罐,一级电脱盐的脱盐率在90%~95%之间,在进入二级脱盐之前,仍需注入淡水,一级注水是为了溶解悬浮的盐粒,二级注水是为了增大原油中的水量,以增大水滴的偶极聚结力。
二、原油的蒸馏
一 原油蒸馏的基本原理及特点
1、蒸馏与精馏 蒸馏是液体混合物加热,其中轻组分汽化,将其导出进行冷凝,使其轻重组分得到分离。蒸馏依据原理是混合物中各组分沸点(挥发度)的不同。
蒸馏有多种形式,可归纳为闪蒸(平衡汽化或一次汽化),简单蒸馏(渐次汽化)和精馏三种。其中简单蒸馏常用于实验室或小型装置上,它属于间歇式蒸馏过程,分离程度不高。
闪蒸过程是将液体混合物进料加热至部分汽化,经过减压阀,在一个容器(闪蒸罐、蒸发塔)的空间内,于一定温度压力下,使汽液两相迅速分离,得到相应的汽相和液相产物。精馏是分离液体混合物的很有效的手段,它是在精馏塔内进行的。
2、原油常压蒸馏特点 原油的常压蒸馏就是原油在常压(或稍高于常压)下进行的蒸馏,所用的蒸馏设备叫做原油常压精馏塔,它具有以下工艺特点:
(1)常压塔是一个复合塔 原油通过常压蒸馏要切割成汽油、煤油、轻柴油、重柴油和重油等四、五种产品馏分。按照一般的多元精馏办法,需要有n-1个精馏塔才能把原料分割成n个馏分。而原油常压精馏塔却是在塔的侧部开若于侧线以得到如上所述的多个产品馏分,就像n个塔叠在一起一样,故称为复合塔。
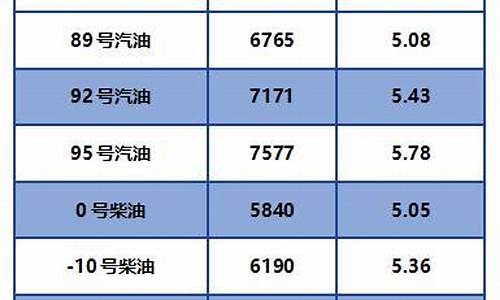
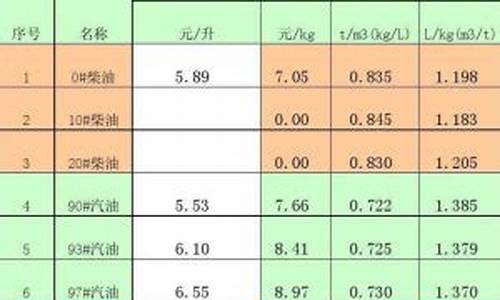
(2)常压塔的原料和产品都是组成复杂的混合物 原油经过常压蒸馏可得到沸点范围不同的馏分,如汽油、煤油、柴油等轻质馏分油和常压重油,这些产品仍然是复杂的混合物(其质量是靠一些质量标准来控制的。如汽油馏程的干点不能高于205℃)。35℃~150℃是石脑油(naphtha)或重整原料,130℃~250℃是煤油馏分,250℃~300℃是柴油馏分,300℃~350℃是重柴油馏分,可作催化裂化原料。>350℃是常压重油。
(3)汽提段和汽提塔 对石油精馏塔,提馏段的底部常常不设再沸器,因为塔底温度较高,一般在350℃左右,在这样的高温下,很难找到合适的再沸器热源,因此,通常向底部吹入少量过热水蒸汽,以降低塔内的油汽分压,使混入塔底重油中的轻组分汽化,这种方法称为汽提。汽提所用的水蒸汽通常是400℃~450℃,约为3MPA的过热水蒸汽。
在复合塔内,汽油、煤油、柴油等产品之间只有精馏段而没有提馏段,这样侧线产品中会含有相当数量的轻馏分,这样不仅影响本侧线产品的质量,而且降低了较轻馏分的收率。所以通常在常压塔的旁边设置若干个侧线汽提塔,这些汽提塔重叠起来,但相互之间是隔开的,侧线产品从常压塔中部抽出,送入汽提塔上部,从该塔入水蒸汽进行汽提,汽提出的低沸点组分同水蒸汽一道从汽提塔顶部引出返回主塔,侧线产品由汽提塔底部抽出送出装置。
(4)常压塔常设置中段循环回流 在原油精馏塔中,除了用塔顶回流时,通常还设置1~2个中段循环回流,即从精馏塔上部的精馏段引出部分液相热油,经与其它冷流换热或冷却后再返回塔中,返回口比抽出口通常高2~3层塔板。
中段循环回流的作用是,在保证产品分离效果的前提下,取走精馏塔中多余的热量,这些热量因温位较高,因而是价很高的可利用热源。用中段循环回流的好处是,在相同的处理量下可缩小塔径,或者在相同的塔径下可提高塔的处理能力。
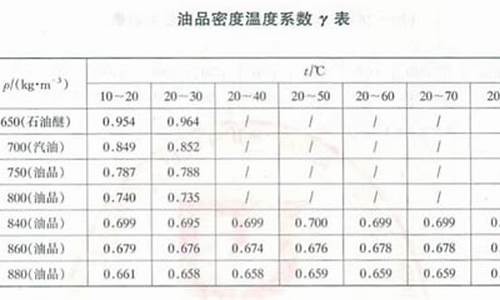
3、减压蒸馏及其特点 原油在常压蒸馏的条件下,只能够得到各种轻质馏分。常压塔底产物即常压重油,是原油中比较重的部分,沸点一般高于350℃,而各种高沸点馏分,如裂化原料和润滑油馏分等都存在其中。要想从重油中分出这些馏分,就需要把温度提到350℃以上,而在这一高温下,原油中的稳定组分和一部分烃类就会发生分解,降低了产品质量和收率。为此,将常压重油在减压条件下蒸馏,蒸馏温度一般限制在420℃以下。降低压力使油品的沸点相应下降,上述高沸点馏分就会在较低的温度下汽化,从而避免了高沸点馏分的分解。减压塔是在压力低于100kPa的负压下进行蒸馏操作。
减压塔的抽真空设备常用的是蒸汽喷射器或机械真空泵。蒸汽喷射器的结构简单,使用可靠而无需动力机械,水蒸汽来源充足、安全,因此,得到广泛应用。而机械真空泵只在一些干式减压蒸馏塔和小炼油厂的减压塔中用。
与一般的精馏塔和原油常压精馏塔相比,减压精馏塔有如下几个特点:
⑴ 根据生产任务不同,减压精馏塔分燃料型与润滑油型两种。润滑油型减压塔以生产润滑油料为主,这些馏分经过进一步加工,制取各种润滑油。燃料型减压塔主要生产二次加工的原料,如催化裂化或加氢裂化原料。
⑵ 减压精馏塔的塔板数少,压降小,真空度高,塔径大。为了尽量提高拔出深度而又避免分解,要求减压塔在经济合理的条件下尽可能提高汽化段的真空度。因此,一方面要在塔顶配备强有力的抽真空设备,同时要减小塔板的压力降。减压塔内应用压降较小的塔板,常用的有舌型塔板、网孔塔板等。减压馏分之间的分馏精确度要求一般比常压蒸馏的要求低,因此通常在减压塔的两个侧线馏分之间只设3~5块精馏塔板。在减压下,塔内的油汽、水蒸汽、不凝气的体积变大,减压塔径变大。
⑶ 缩短渣油在减压塔内的停留时间 塔底减压渣油是最重的物料,如果在高温下停留时间过长,则其分解、缩合等反应会进行得比较显著,导致不凝气增加,使塔的真空度下降,塔底部分结焦,影响塔的正常操作。因此,减压塔底部的直径常常缩小以缩短渣油在塔内的停留时间。另外,减压塔顶不出产品,减压塔的上部汽相负荷小,通常也用缩径的办法,使减压塔成为一个中间粗、两头细的精馏塔。
催化裂化过程具有以下几个特点:
⑴ 轻质油收率高,可达70%~80%;
⑵ 催化裂化汽油的辛烷值高,马达法辛烷值可达78,汽油的安定性也较好;
⑶ 催化裂化柴油十六烷值较低,常与直馏柴油调合使用或经加氢精制提高十六烷值,以满足规格要求;
⑷ 催化裂化气体,C3和C4气体占80%,其中C3丙烯又占70%,C4中各种丁烯可占55%,是优良的石油化工原料和生产高辛烷值组分的原料。
根据所用原料,催化剂和操作条件的不同,催化裂化各产品的产率和组成略有不同,大体上,气体产率为10%~20% ,汽油产率为30%~50%,柴油产率不超过40%,焦炭产率5%~7%左右。由以上产品产率和产品质量情况可以看出,催化裂化过程的主要目的是生产汽油。我国的公共交通运输事业和发展农业都需要大量柴油,所以催化裂化的发展都在大量生产汽油的同时,能提高柴油的产率,这是我国催化裂化技术的特点。
催化裂化的化学原理
一 催化裂化催化剂
1936年工业上首先使用经酸处理的蒙脱石催化剂。因为这种催化剂在高温热稳定性不高,再生性能不好,后来被合成的无定形硅酸铝所取代。六十年代又出现了含沸石的催化剂。可用作裂化催化剂的所有沸石中,只有Y型沸石具有工业意义。在许多情况下,将稀土元素引入Y型沸石中。Y型沸石在硅酸铝基体中的加入量可达15%。用沸石催化剂后汽油的选择性大大提高,汽油的辛烷值也较高,同时气体和焦炭产率降低。工业上应用所谓超稳Y型沸石分子筛,它在高达1200K时晶体结构能保持不变。
催化裂化实质上是正碳离子的化学。正碳离子经过氢负离子转移步骤生成
由于高温,正碳离子可分解为较小的正碳离子和一个烯烃分子。
生成的烯烃比初始的烷烃原料易于变为正碳离子,裂化速度也较快。
由于C-C键断裂一般发生在正碳离子的β位置,所以催化裂化可生成大量的C3~C4烃类气体,只有少量的甲烷和乙烷生成。新正碳离子或裂化,或夺得一个氢负离子而生成烷烃分子,或发生异构化、芳构化等反应。
现在选用的沸石分子筛具有自己特定的孔径大小,常常对原料和产物都表现了不同的选择特性。如在HZSM-5沸石分子筛上烷烃和支链烷烃的裂化速度依下列次序递降:正构烷烃 >一甲基烷烃 > 二甲基烷烃沸石分子筛这种对原料分子大小表现的选择性,和对产物分布的影响称为它们的择形性。ZSM-5用作脱蜡过程的催化剂,就是利用了沸石的择形催化裂化功能。
二 催化裂化的化学原理
催化裂化条件下各族烃类的主要反应:
1、烷烃裂化为较小分子的烯烃和烷烃,如:C16H34 ? C8H16 + C8H18
2、烯烃裂化为较小分子的烯烃。
3、异构化反应 正构烷烃 ? 异构烷烃 烯烃 ? 异构烯烃
4、氢转移反应 环烷烃+ 烯烃 ? 芳烃+烷烃
5、芳构化反应
6、环烷烃裂化为烯烃
7、烷基芳烃脱烷基反应 烷基芳烃 ? 芳烃+ 烯烃
8、缩合反应 单环芳烃可缩合成稠环芳烃,最后缩合成焦炭,并放出氢气,使烯烃饱和。
由以上反应可见,在烃类的催化裂化反应过程中,裂化反应的进行,使大分子分解为小分子的烃类,这是催化裂化工艺成为重质油轻质化重要手段的根本依据。而氢转移反应使催化汽油饱和度提高,安定性好。异构化、芳构化反应是催化汽油辛烷值提高的重要原因。
催化裂化得到的石油馏分仍然是许多种烃类组成的复杂混合物。催化裂化并不是各族烃类单独反应的综合结果,在反应条件下,任何一种烃类的反应都将受到同时存在的其它烃类的影响,并且还需要考虑催化剂存在对过程的影响。
石油馏分的催化裂化反应是属于气-固非均相催化反应。反应物首先是从油气流扩散到催化剂孔隙内,并且被吸附在催化剂的表面上,在催化剂的作用下进行反应,生成的产物再从催化剂表面上脱附,然后扩散到油气流中,导出反应器。因此烃类进行催化裂化反应的先决条件是在催化剂表面上的吸附。实验证明,碳原子相同的各种烃类,吸附能力的大小顺序是: 稠环芳烃 > 稠环、多环环烷烃 > 烯烃 > 烷基芳烃 > 单环环烷烃 > 烷烃
而按烃类的化学反应速度顺序排列,大致情况如下:烯烃 > 大分子单烷侧链的单环芳烃 > 异构烷烃和环烷烃 > 小分子单烷侧链的单环芳烃> 正构烷烃 > 稠环芳烃
综合上述两个排列顺序可知,石油馏分中芳烃虽然吸附性能强,但反应能力弱,吸附在催化剂表面上占据了大部分表面积,阻碍了其它烃类的吸附和反应,使整个石油馏分的反应速度变慢。烷烃虽然反应速度快,但吸附能力弱,对原料反应的总效应不利。而环烷烃既有一定的吸附能力又具适宜的反应速度。因此认为,富含环烷烃的石油馏分应是催化裂化的理想原料。但实际生产中,这类原料并不多见。
石油馏分催化裂化的另一特点就是该过程是一个复杂反应过程。反应可同时向几个方向进行,中间产物又可继续反应,这种反应属于平行-顺序反应。
平行-顺序反应的一个重要特点是反应深度对产品产率分配有重大影响。如图3-3所示,随着反应时间的增长,转化率提高,气体和焦炭产率一直增加。汽油产率开始时增加,经过一最高点后又下降。这是因为到一定反应深度后,汽油分解成气体的反应速度超过汽油的生成速度,即二次反应速度超过了一次反应速度。因此要根据原料的特点选择合适的转化率,这一转化率应选择在汽油产率最高点附近。
催化裂化装置的工艺流程
催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。
催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下:
一 反应––再生系统
新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。
积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~680℃)。再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。
烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。
二 分馏系统
分馏系统的作用是将反应?再生系统的产物进行分离,得到部分产品和半成品。
由反应?再生系统来的高温油气进入催化分馏塔下部,经装有挡板的脱过热段脱热后进入分馏段,经分馏后得到富气、粗汽油、轻柴油、重柴油、回炼油和油浆。富气和粗汽油去吸收稳定系统;轻、重柴油经汽提、换热或冷却后出装置,回炼油返回反应––再生系统进行回炼。油浆的一部分送反应再生系统回炼,另一部分经换热后循环回分馏塔。为了取走分馏塔的过剩热量以使塔内气、液相负荷分布均匀,在塔的不同位置分别设有4个循环回流:顶循环回流,一中段回流、二中段回流和油浆循环回流。
催化裂化分馏塔底部的脱过热段装有约十块人字形挡板。由于进料是460℃以上的带有催化剂粉末的过热油气,因此必须先把油气冷却到饱和状态并洗下夹带的粉尘以便进行分馏和避免堵塞塔盘。因此由塔底抽出的油浆经冷却后返回人字形挡板的上方与由塔底上来的油气逆流接触,一方面使油气冷却至饱和状态,另一方面也洗下油气夹带的粉尘。
三 吸收––稳定系统:
从分馏塔顶油气分离器出来的富气中带有汽油组分,而粗汽油中则溶解有C3、C4甚至C2组分。吸收––稳定系统的作用就是利用吸收和精馏的方法将富气和粗汽油分离成干气(≤C2)、液化气(C3、C4)和蒸汽压合格的稳定汽油。
影响催化裂化反应深度的主要因素
一 几个基本概念
1、转化率 在催化裂化工艺中,往往要循环部分生成油、也称回炼油。在工业上用回炼操作是为了获得较高的轻质油产率。因此,转化率又有单程转化率和总转化率之别。
2、空速和反应时间 每小时进入反应器的原料量与反应器内催化剂藏量之比称为空速。
空速的单位为时-1,空速越高,表明催化剂与油接触时间越短,装置处理能力越大。
在考察催化裂化反应时,人们常用空速的倒数来相对地表示反应时间的长短。
3、剂油比 催化剂循环量与总进料量之比称为剂油比,用C/O表示:
在同一条件下,剂油比大,表明原料油能与更多的催化剂接触。
二 影响催化裂化反应深度的主要因素
影响催化裂化反应转化率的主要因素有:原料性质、反应温度、反应压力、反应时间。
1、原料油的性质 原料油性质主要是其化学组成。原料油组成中以环烷烃含量多的原料,裂化反应速度较快,气体、汽油产率比较高,焦炭产率比较低,选择性比较好。对富含芳烃的原料,则裂化反应进行缓慢,选择性较差。另外,原料油的残炭值和重金属含量高,会使焦炭和气体产率增加。
2、反应温度 反应温度对反应速度、产品分布和产品质量都有很大影响。在生产中温度是调节反应速度和转化率的主要因素,不同产品方案,选择不同的反应温度来实现,对多产柴油方案,用较低的反应温度(450℃~470℃),在低转化率高回炼比下操作。对多产汽油方案,反应温度较高(500℃~530℃); 用高转化率低回炼比。
3、反应压力 提高反应压力的实质就是提高油气反应物的浓度,或确切地说,油气的分压提高,有利于反应速度加快。提高反应压力有利于缩合反应,焦炭产率明显增高,气体中烯烃相对产率下降,汽油产率略有下降,但安定性提高。提升管催化裂化反应器压力控制在0.3MPa ~0.37MPa。
4、空速和反应时间 在提升管反应器中反应时间就是油气在提升管中的停留时间。 图3-5表示提升管催化裂化的反应时间与转化率的关系。由图可见,反应开始阶段,反应速度最快,1秒后转化率的增加逐渐趋于缓和。反应时间延长,会引起汽油的二次分解,同时因为分子筛催化剂具有较高的氢转移活性,而使丙烯、丁烯产率降低。提升管反应器内进料的反应时间要根据原料油的性质,产品的要求来定,一般约为1秒~4秒。
重油催化裂化
重油催化裂化(residue fluid catalytIC cracking,即RFCC)工艺的产品是市场极需的高辛烷值汽油馏分,轻柴油馏分和石油化学工业需要的气体原料。由于该工艺用了分子筛催化剂、提升管反应器和钝化剂等,使产品分布接近一般流化催化裂化工艺。但是重油原料中一般有30%~50%的廉价减压渣油,因此,重油流化催化裂化工艺的经济性明显优于一般流化催化工艺,是近年来得到迅速发展的重油加工技术。
一 重油催化裂化的原料
所谓重油是指常压渣油、减压渣油的脱沥青油以及减压渣油、加氢脱金属或脱硫渣油所组成的混合油。典型的重油是馏程大于350℃的常压渣油或加氢脱硫常压渣油。与减压馏分相比,重油催化裂化原料油存在如下特点:① 粘度大,沸点高;② 多环芳香性物质含量高;③ 重金属含量高;④ 含硫、氮化合物较多。因此,用重油为原料进行催化裂化时会出现焦炭产率高,催化剂重金属污染严重以及产物硫、氮含量较高等问题。
二 重油催化裂化的操作条件
为了尽量降低焦炭产率,重油催化裂化在操作条件上取如下措施:
1、改善原料油的雾化和汽化 由于渣油在催化裂化过程中呈气液相混合状态,当液相渣油与热催化剂接触时,被催化剂吸附并进入颗粒内部的微孔,进而裂化成焦炭,会使生焦量上升,催化活性下降。因此可见,为了减少催化剂上的生焦量,必须尽可能地减少液相部分的比例,所以要强化催化裂化前期过程中的雾化和蒸发过程,提高气化率,减少液固反应。
2、用较高的反应温度和较短的反应时间 当反应温度提高时,原料的裂化反应加快较多,而生焦反应则加快较少。与此同时,当温度提高时,会促使热裂化反应的加剧,从而使重油催化裂化气体中C1、C2增加,C3、C4减少。所以宜用较高反应温度和较短的反应时间。
三 重油催化裂化催化剂
重油催化裂化要求其催化剂具有较高的热稳定性和水热稳定性,并且有较强的抗重金属污染的能力。所以,目前主要用Y型沸石分子筛和超稳Y型沸石分子筛催化剂。
四 重油催化裂化工艺
1、重油催化裂化工艺与一般催化裂化工艺的异同点 两工艺既有相同的部分,亦有不同之处,完全是由于原料不同造成的。不同之处主要表现在,重油催化裂化在进料方式、再生系统型式、催化剂选用和SOX排放量的控制方面均不同于一般的催化裂化工艺;在取走过剩热量的设施,产品处理、污水处理和金属钝化等方面,则是一般催化裂化工艺所没有的。但在催化剂的流化,输送和回收方面,在两器压力平衡的计算方面,两者完全相同。在分馏系统的流程和设备方面,在反应机理、再生机理、热平衡的计算方法和反应—再生系统的设备上两者基本相同。
2、重油催化裂化工艺 重油催化裂化工艺主要由HOC(hey oil cracking)工艺、RCC(reduced crude oil conversion,常压渣油转化)工艺、Stone &Webster工艺和 ART(asphalt resid treating 沥青渣油处理)工艺等,其中最典型的工艺为Stone &Webster 流化催化裂化工艺。
从加热炉或换热器出来的原料经大量的蒸汽和喷嘴雾化后,进入输送管,与从再生器来的热再生催化剂混合,然后一道进入提升管反应器的催化剂床层进行反应,由此生成的气相产物经旋风分离器脱除其中的催化剂后进入分馏系统,分成干气(C1~C2)、液化气(C3~C4)、汽油、轻柴油(国外称轻瓦斯油)、重柴油(国外称重瓦斯油)和澄清油等。所生成的多碳粘稠产物附于催化剂上,随催化剂向下经汽提段,逐渐变成焦炭;附有焦炭的催化剂离开汽提段后,进入再生器再生。再生用两个互相独立的再生器进行两段再生。前一再生器控制在高的CO/CO2比下操作,焦炭中的绝大部分氢和一部分碳在此被烧掉,从而为后一再生器在无水存在的情况和高温下操作而不致使催化剂严重减活创造条件。后一再生器可在有利于完全再生的强化条件(温度达750℃)下操作。两个再生器的烟气分别通过各自的旋风分离器排出。该工艺是热平衡式的,所以,不需要象其他工艺那样有取热设施。用该工艺的工业装置在我国镇海炼油厂、武汉炼油厂、广州炼油厂、长岭炼油厂、南京炼油厂都已相继投产。
催化重整
催化重整是最重要的炼油过程之一。“重整”是指烃类分子重新排列成新的分子结构,而不改变分子大小的加工过程。重整过程是在催化剂存在之下进行的。用铂催化剂的重整过程称铂重整,用铂铼催化剂的称为铂铼重整,而用多金属催化剂的重整过程称为多金属重整。催化重整是石油加工过程中重要的二次加工方法,其目的是用以生产高辛烷值汽油或化工原料?––芳香烃,同时副产大量氢气可作为加氢工艺的氢气来源。下面介绍催化重整的工艺要求和工业装置。
一、催化重整(catalytic reformation )的化学反映
重整催化剂通常含有千分之几的贵金属铂,它或者单独的或者与其它金属(Re、Ir或Sn)共同担载在多孔的酸性氧化铝(一般引入氯元素)上。重整催化剂是一种双功能催化剂。金属催化烷烃脱氢为烯烃,环烷烃脱氢为芳香烃,催化异构烯烃的加氢,对于加氢异构化和异构化反应也有贡献。酸性载体催化烯烃的异构化,环化和裂化。在双金属重整过程中加入金属铼作为助催化剂,以减少氢解副反应和金属在高温含氢环境下聚集烧结。双功能之间的相互作用通过烯烃而显现出来,烯烃是反应网络中的关键中间物。
1,常减压得到的直馏汽油的辛烷值只有40(马达法)左右,常减压的直馏汽油面临着辛烷值很,馏出温度偏高,酸度较高等诸多问题,不符合石油产品标准的要求。所以常减压的直馏汽油通常作为重整,乙烯裂解的原料。
2,既然上面提到重整,那咱就先说说催化重整。催化重整的定义是以石脑油(直馏汽油)为原料,有氢气和催化剂的存在下,在一定温度,压力下是烃类分子重新排列,将石脑油转化为富含芳烃的重整生成油的过程。半再生重整汽油辛烷值可达90以上(研究法),连续重整研究法辛烷值可达100。另外重整汽油中烯烃及硫含量低,而且这两条是我国炼油厂生产清洁汽油面临的主要问题,在这个矛盾中重整发挥着重要作用。注:催化重整既可以生产高辛烷值汽油,也可生产芳烃。全球70%的重整生产高辛烷值汽油,30%生产芳烃。
3,催化裂化原料较广,除直馏汽油外常压渣油及减压渣油,还有二次加工的焦化蜡油,等等。催化裂化的反应条件和催化剂不同时得到的产品也不同,催化裂化产品的气体收率占10%到20%,柴油收率占20%到40%,汽油收率占40%到60%,催化裂化得到的汽油辛烷值在80左右,安定性较好,使用性能也很好。
4,加氢裂化有两个目的,1是对油品进行精制,改善其使用性能和环保性能。2是对下游原料进行处理,改善下游装置的操作性能。按原料不同可分为馏分油加氢裂化和渣油加氢裂化。加氢裂化可以加工各种重质及劣质油,生产各种优质燃料油几化工原料。
注:在汽油调和组分构成表中,直馏汽油占9%,催化裂化汽油占34%,催化重整汽油占33%,加氢裂化汽油占2%,烷基化汽油占8%,异构化汽油占6%,其他的百分比就是调和剂MTBE,ETBE,甲醇等。
不知以上回答是否解决了您的问题。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。